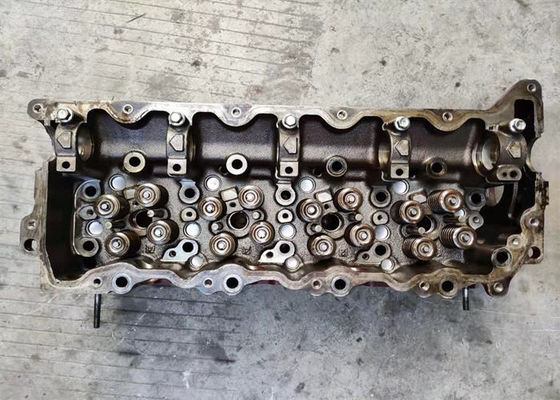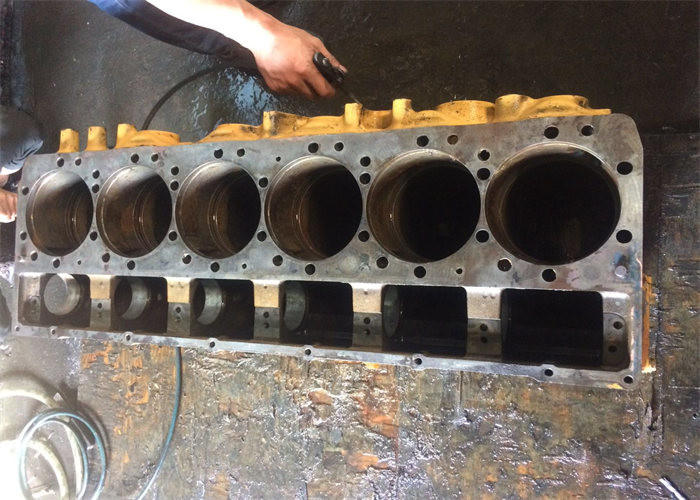

كتل محرك الديزل C13 المستخدمة للتبريد المائي للحفارة E349D E349F
تخصيص
| اسم السيارة: محرك مجموعة الأسطوانات |
| رقم الموديل: C13 |
| نوع المحرك: ديزل |
| التطبيق: حفارة |
| صمام: 24 صمام |
| التبريد: تبريد المياه |
| الحقن: كهربائي |
| شكل العمل: توربو |
وصف
لحام بخاخ اللهب
طريقة أخرى لإصلاح الشقوق في رؤوس وكتل الحديد الزهر هي لحام رذاذ اللهب (مسحوق).يعتبر اللحام بالرش باللهب أسرع وأسهل من لحام الفرن ، ويمكنه إنشاء إصلاحات قوية وطويلة الأمد مثل لحام الفرن.لا يزال يتعين تسخين الرأس مسبقًا وتبريده ببطء بعد ملء الكراك.
irontite_tapered_plugs_2 شعلة رذاذ اللهب بها قادوس يعمل بالزناد يغذي مسحوق النيكل في اللهب.عندما يتعرض المسحوق للهب ، يذوب ويندمج على جوانب الشق لملء منطقة الإصلاح.تشبه هذه العملية عملية اللحام بالنحاس ولكنها تؤدي إلى إصلاح أقوى بكثير من اللحام بالنحاس.يمكن استخدام المسحوق لملء الثقوب والشقوق ، ولإنشاء مقاعد الصمامات البالية أو التالفة.
رؤوس لحام ألومنيوم TIG
غالبًا ما يتم إصلاح التشققات الموجودة في رؤوس الألومنيوم عن طريق لحام TIG باستخدام غاز الأرجون أو غاز الهليوم في بعض الأحيان.هناك حاجة إلى درع غاز خامل لأن الألمنيوم يشكل طبقة أكسيد عند تعرضه للهواء.يمكن لطلاء الأكسيد أن يلوث اللحام ويمنع قضيب الحشو من الاندماج بالمعدن المحيط.يستخدم التيار المتردد لتسخين المعدن بالتناوب وحرق أي أكسيد يتشكل.مثل الحديد الزهر ، يجب تسخين الألمنيوم مسبقًا قبل اللحام.ولكن مع الألمنيوم ، ما عليك سوى التسخين المسبق إلى 350 إلى 450 درجة فهرنهايت.
يوصل الألمنيوم الحرارة بشكل أسرع بكثير من الحديد الزهر ، لذا من المهم الحفاظ على دفء الرأس أثناء اللحام.تختلف تقنيات اللحام ، لكن الفكرة الأساسية هي إذابة المعدن المحيط وملء الشق بالمعدن المنصهر وقضيب الحشو.يتم تحقيق أقوى اللحامات باستخدام قضيب حشو يتطابق بشكل وثيق مع السبيكة في الصب.اثنان من قضبان الحشو التي تعمل بشكل جيد هي # 4043 و # 5356 مع 5 في المئة من المغنيسيوم.يمكن أن يُحدث نوع القطب المستخدم في ماكينة اللحام TIG فرقًا أيضًا.تعمل أقطاب التنغستن الثوريوم بشكل جيد مع الألومنيوم ، لكن أقطاب الزركونيوم التنغستن (وهي أغلى ثمناً) تعتبر irontite_tapered_plugs_3 الأفضل.
![]()
![]()